
 |
Mark Sennett
Managing Editor |
 |
Kelly Rose
Editor |
Change to glove standard
05 August 2016
In Europe, the standard EN 388:2003 is used to regulate protection classes of cut protection safety gloves.

To achieve a high level of cut protection, several technical materials – known as high performance fibres – are used. This process of constantly further developing materials requires testing procedures and classifications of these products to be adapted. The new standard EN 388 is expected to be published in summer 2016.
Current test method in accordance with EN 388:2003
The test method for cut protection has up until now been conducted via what is known as a “blade cut test”. A rotating circular knife is constantly moving to and fro with a defined force (5N) on the test object, until the blade breaks through the material. The sharpness of the blade is measured against a reference material (cotton) at both the beginning and end of the test. This allows the wear and tear to which the blade is subjected, to be determined and factored in to the end result. The result is displayed as an index value.
The index value is calculated firstly from the cycle count required to cut through the test product and secondly by ascertaining the degree of wear and tear on the blade. Through this process, the resistance of the safety glove is measured under constant strain and repeated contact against a sharp-edged object. To determine the performance class in accordance with EN 388:2003, five measurements are carried out per test object. The five index values are added up and the mean value of these reveals the corresponding performance class for the cut protection function of a safety glove.
Testing method extension to ensure compliance with ISO 13997
The changes in the new DIN EN 388 are above all applicable to cut protection safety gloves, which are made from materials designed to have a blunting effect on the blades currently used (e.g. by way of glass and steel fibres). For these safety gloves, additional cut protection tests must be carried out and verified in accordance with ISO 13997.
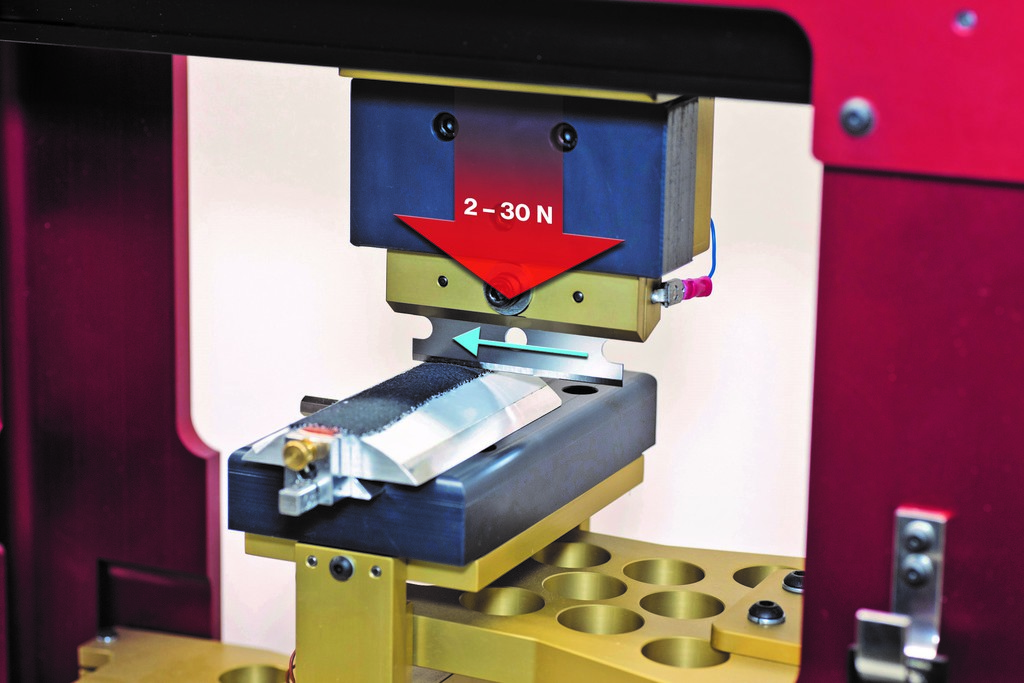
During the testing method in accordance with ISO 13997, a sharp-edged object is used to determine the durability of the safety glove by subjecting the test object to great force in a single contact. For this, a long, straight blade is dragged over the test product only once. This enables the minimum force required to cut the test product at a thickness of 20 mm to be ascertained. The result is displayed in Newtons (N). The test product is assigned a cut protection class on the basis of this Newton value. 
Current test method in comparison with the extension/expansion
The key differences between the two test methods are:
• The blade shape (round for EN 388 vs. straight for ISO 13997),
• The cut type (rotating with repeated contact (EN 388) vs. single contact straight cut (ISO 13997),
• The force expended (constant level of 5N (EN 388) vs. a variable level of between 2N and 30N (ISO 13997)
• The classification of performance levels (system based on levels between 1-5 (EN 388) vs. a system ranked from A-F (ISO 13997)
The test method in accordance with EN 388:2003 tends to be more representative for areas of application which feature sharp, relatively lightweight objects. In contrast, the test method in accordance with ISO 13997 provides a more effective overview of cut resistance during work with varying force impacts and impact- based dangers. Furthermore, the classification of cut resistance differs in accordance with ISO 13997, as this is composed of six possible grades and the gap between each classification is not so large. On account of the clear differences in test method and the classification, it is not possible to effectively compare the two standards. No correlation between the two assessment scales can therefore be identified. Performing well in one test method does not necessarily mean that a high performance level can be guaranteed in the other. 
What do these future changes mean for users?
• The publishing of the new EN 388 is expected in summer 2016.
• All pre-existing EN 388 certifications will remain valid until a new certification is needed (max. 5 years).
• All products will continue to be assigned the same performance level.
• The correct selection is still dependent on exact use/cut protection risk in practical, real-life situations.
As a leading manufacturer of cut protection products, uvex’s own laboratories contain modern measuring technology required to conduct tests in accordance with both norms. uvex is available at all times to answer any queries. 
 |
 |
 |
 |
















